Most of us know the experience: electronics that break down. One of the buttons of your phone that stops working, a component in your car that needs to be replaced, or a computer that dies prematurely. Bart Vandevelde, researcher in imec’s center of Electronic Design and Manufacturing (cEDM) studies why these failures occur.
In a recent paper, he describes one specific problem: brittle failures in lead-free solder joints. Gaining a better insight into the physics behind these failures is important not only for the research community. The insights can be translated into guidelines for manufacturers of electronic products. In the case of this study of brittle fracture, insights are gained about choosing the right finish for your board and components.
Soldered components that break loose are a nightmare for every electronics company, especially if your products are cars, airplanes, or satellites. In that case, reliability is of utmost importance. That’s why it is so important to really understand all failure mechanisms and reliability issues that may occur.
Brittle fractures
One such issue is a brittle fracture, a clean rupture breaking the solder joint from the print board or component. Brittle fractures are typically caused by the tensile stresses during the assembly, testing, or transport of the components. But also during the lifetime and use of the product, brittle fractures may cause malfunctioning. These fractures are caused by temperature differences, vibrations, or shocks (letting the product fall).
With the evolution to lead-free soldering, the problem of brittle fractures has aggravated. The lead-free solder joints are less elastic than their tin-lead predecessors. In addition, brittle fractures are always found in the IMC layers (intermettalic compound) formed on both sides of the solder joints where they come into contact with the print board and the component. With lead-free solder materials, these IMC layers are thicker and more complex, potentially leading to more fractures.
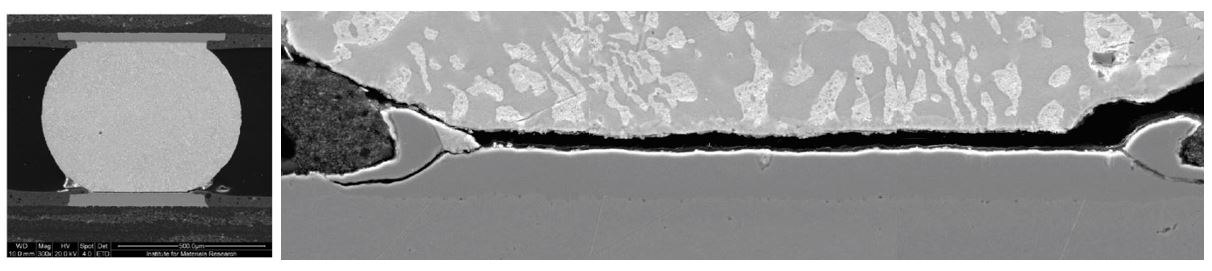
A Tin-Lead (SnPb) solder ball with NiAu finishing that has broken loose from the print board (magnification 300x en 5000x).
Choosing the pad finish
One of the questions is if there is relation between the pad finish that is used and the chance of having brittle fractures. Three types of finishes are commonly used: copper (Cu), electrolytic nickel (Ni) and gold (Au), and electroless nickel and immersion gold. The tests that are used are fall tests (letting the components fall from a height of 2 meter) and shear tests. But these tests don’t allow to differentiate between the various finishing materials. Developing new, more specific quantitative tests, would allow better insights into the problem. For companies this could lead to a better choice of the finish materials with the aim to prevent (brittle fracture) failures in electronic products.
50 kinds of failures
There are over 50 types of failures that we see in electronic products. For each of these, there are specific tests. Imec has a large array of tools to do reliability tests. We have a number of labs and associated labs working in reliability, modeling, and analysis. There is a close collaboration between these labs (working for imec’s research, but also accessible for the industry) and the cEDM group (promoting sustainable electronic products and helping companies to design them). This way, we can study any type of failure in detail. When necessary, we can even design new test setups.
New test for brittle fractures
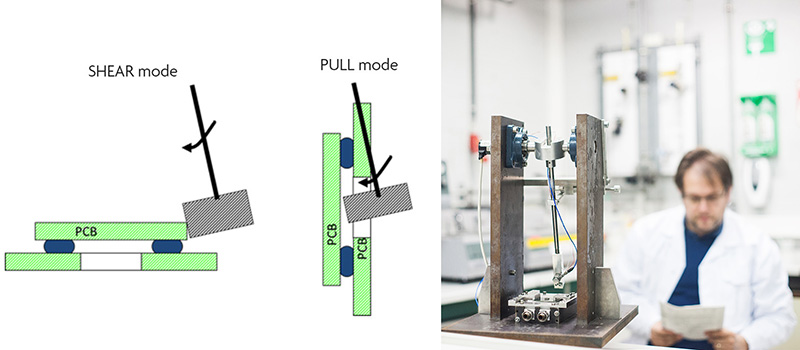
cEDM and imec’s reliability and modelling lab are working on a new test for the quantitative testing of brittle fractures. This test is based on a Charpy test setup to measure the shock resistance of solder joints. This setup was adapted and miniaturized, making it possible to test solder joints with variable stresses parallel to the surface (shear mode) or perpendicular (pull mode). It allows to do mechanical shock tests on solder joints with realistic dimensions. The samples are attached to a block that can be cooled down with liquid nitrogen. That way, samples can be tested with temperatures as low as -100°C.
What did the tests learn us?
The results of these tests have given us some important insights:
- The solder joints can only sustain a 6X lower power when pulled perpendicular than when pulled parallel to the surface. Such a pull mode test is much more sensitive and relevant than a classical shear test.
- Finishing off the pads of a PCB or component with NiAu makes the solder joint extra susceptible for brittle fractures. NiAu is often chosen because it’s easy to solder.
- Temperature ageing (1,000h at 150°C) strengthens the solder joints. But we suspect an excellent quality of the boards is partly responsible. With boards of a lower quality, the opposite effect could come into play, with solder joints that become even more brittle after ageing.
This proves that it is not only important to detect defects, but also to find the cause of these defects. For all information on the design and fabrication of reliable, sustainable electronics, contact Bart Vandevelde or one of his cEDM colleagues.
This article was based on the EMPC2013-paper “Impact of pad finish on mechanical shock resistance of lead-free solder joints tested under shear and in pull mode” – Bart Vandevelde et al.